

Artikel
Conformal Coating Procesoptimalisatie: Tips & Tricks
Het gebruik van conformal coatings is over de jaren uitgegroeid tot één van de meest gebruikte methoden om PCB’s te beschermen. Het komt echter nog al te vaak voor dat het coating resultaat niet de beoogde kwaliteit behaalt. In de meeste gevallen is dit te wijten aan procesparameters bij het aanbrengen en uitharden van de coating in kwestie. In dit artikel overlopen we graag de meest voorkomende issues en hoe ze kunnen worden vermeden.
Het basisprincipe is simpel: de printplaat wordt voorzien van een dun laagje “vernis”, meestal tussen de 25 en 75 micron. Door de aanwezigheid van deze beschermlaag hebben externe invloeden zoals vuil en vocht geen invloed meer op de banen en componenten, wat de levensduur van de print aanzienlijk verlengt. Conformal coatings worden om deze reden ook gebruikt op PCB’s in tal van toepassingen en markten. We behandelen daarom graag mogelijke oorzaken die kunnen leiden tot minder effectief aangebrachte conformal coatings.
Hechtingsverlies
Hechtingsverlies is veruit de vaakst voorkomende en ook de makkelijkst te herkennen issue. Indien de coating onvoldoende hechting heeft komt hij los van de PCB. Dit kan plaatselijk zijn, bijvoorbeeld rond bepaalde soldeerpunten of uniform op de volledige printplaat. In de meeste gevallen heeft onvoldoende hechting te maken met vervuiling of contaminatie op het oppervlak. Om contaminatie te voorkomen dient het reinigingsproces en droogproces dat voor de het coaten plaats vindt voldoende gecontroleerd te gebeuren en aangepast te zijn aan de aanwezige en te verwachten vervuiling. Over de benodigde zuiverheid kan lang worden gediscussieerd, echter als richtwaarde kan worden aangehouden dat na reiniging een ionische contaminatie van < 1.5 (µg/cm² NaCl equivalent) dient te worden nagestreefd. Afhankelijk van de applicatie kan worden gekozen voor reiniging op waterbasis, solventbasis of een droge inline fijn reiniging bijvoorbeeld door middel van plasma. Deze laatste heeft als voordeel dat naast de reinigende werking er ook een activatie van het oppervlak plaats vindt waardoor betere benatting en hogere hechting kan worden gerealiseerd. Echter wanneer de printplaten te zwaar vervuild zijn, dient een voor-reiniging te gebeuren alvorens plasma wordt toegepast.
In sommige gevallen ontstaat een slechte hechting door onvoldoende uitharding van de coating. Bij sommige coatings wordt de uiteindelijke maximale hechtingssterkte pas enige tijd (tot enkele dagen) na het aanbrengen van de coating bereikt.
Tot slot komt onthechting ook regelmatig voor bij het verwijderen van maskeerproducten zoals tapes. In regel is het aan te raden om deze maskeerproducten te verwijderen als de coating zich in de gel-fase bevindt en bijgevolg nog zacht is.
(Lucht)bellen
Belvorming kan op verschillende momenten in het coating proces ontstaan en is ook niet altijd te vermijden. In veel toepassingen worden dan ook specificaties met betrekking tot de maximale grootte en positie van eventuele luchtbellen vastgelegd. Bellen kunnen zowel bij het aanbrengen als bij het uitharden van de coating ontstaan.
Aandachtspunten tijdens het aanbrengen
Het type ventiel- en doseersysteem om de coating aan te brengen spelen een rol bij het eventueel ontstaan van bellen. In veel gevallen gebeurt het aanbrengen d.m.v. sprayen vanuit een reservoir onder druk. Bepaalde coatings hebben echter de eigenschap dat zij onder druk (pers)lucht opnemen waarvan de bellen echter niet zichtbaar zijn zolang deze druk op de coating aanwezig blijft. Wanneer de coating echter bij het sprayventiel komt zorgt de drukval ervoor dat de luchtbellen weer expanderen en zichtbaar worden. Indien dit fenomeen zich voordoet kan er worden overgeschakeld op stikstof i.p.v. perslucht om het reservoir op druk te houden.
Veel coatings worden ook verdund om het vernevelen te vergemakkelijken. Het is belangrijk om hiervoor een solvent te kiezen die snel genoeg verdampt zodat eventuele bellen afkomstig van het verdampend solvent naar het oppervlak stijgen en openbarsten vooraleer de coating begint uit te harden. Om dit te vergemakkelijken moet de oppervlaktespanning van de coating laag genoeg zijn.
Tot slot moet bij het sprayen in verschillende stroken de overlap en de tijd tussen het aanbrengen tot een minimum worden beperkt. Bij het overlappen van de coating wordt de reeds aanwezige coating verstoord en kunnen er nieuwe bellen ontstaan in deze laag. Indien op dit moment het merendeel van het solvent in deze coating reeds is verdampt, en bijgevolg de viscositeit hoger is, zullen de geïntroduceerde bellen moeilijker hun weg naar het oppervlak vinden.
Aandachtspunten tijdens het uitharden
Tijdens het uitharden vormen tijd en temperatuur de belangrijkste oorzaken van belvorming. In veel gevallen worden conformal coatings bij verhoogde temperatuur uitgehard om het proces te versnellen. Voor een solvent gedragen coating dient er een zogenaamde flash-off te gebeuren. Dit is een tijdsperiode waarin het overtollige solvent de kans krijgt om nagenoeg volledig te verdampen. Gedurende de flash-off wordt de PCB nog niet of slechts zeer beperkt verwarmd. Hoewel bij water-gedragen coatings het water ook dient te verdampen, worden zij over het algemeen sneller aan een verhoogde temperatuur blootgesteld.
Wanneer wordt uitgehard bij hogere temperaturen, moet er een correct uithardingsprofiel gekozen worden. Indien de temperatuur te snel en te fel stijgt, kan er zich een huid op de coating vormen waardoor bellen op weg naar het oppervlak vast komen te zitten. Het correcte uithardingsprofiel voor een bepaalde applicatie dient te worden gekozen in functie van het type coating, de laagdikte en eventueel aanwezige componenten op de PCB waaronder zich luchtinsluiting kan voordoen.
Barsten
Barsten zijn meestal het gevolg van een incorrect uithardingsprofiel wanneer er nog solvent in de coating aanwezig is en de toplaag door een te hoge temperatuur reeds is uitgehard. Na verloop van tijd zal het aanwezige solvent door de coating dringen en verdampen met barsten tot gevolg. Anderzijds kan ook de hardheid van de coating zelf voor barsten zorgen door CTE mismatch bij snelle opwarming.
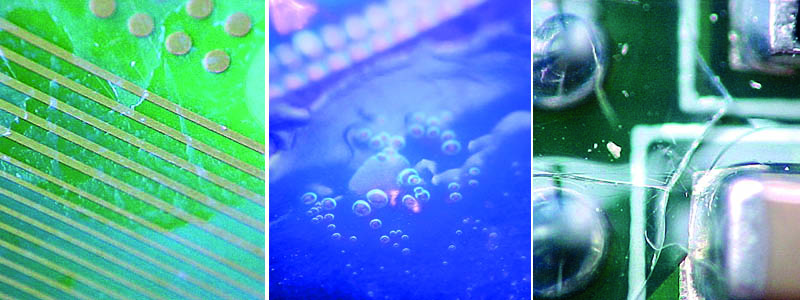
Afbeelding 1: Een coating waar er sprake is van hechtingsverlies. Afbeelding 2: Luchtbellen in de coating. Afbeelding 3: Barsten in de coating. De afbeeldingen zijn afkomstig van Electrolube en Bob Willis.
Rimpels (sinaasappelhuid)
Rimpels ontstaan in de meeste gevallen wanneer de viscositeit van de coating bij het aanbrengen te hoog is. Ze kunnen ook ontstaan wanneer de coating reeds aan het geleren is en wanneer het oppervlak mechanisch verstoord wordt door bijvoorbeeld overspray coating of wanneer men bijvoorbeeld met warme lucht nog luchtbellen probeert te verwijderen.
Een te hoge viscositeit kan ook tijdens het sprayen zelf ontstaan. Indien de coating is verdund met een solvent dat zeer snel verdampt, bestaat het risico dat bij vernevelen vanop een bepaalde afstand bijna al het solvent verdampt is voor de coating het oppervlak bereikt. Hierdoor is de coating op de PCB te dik om nog een uniforme laag te vormen.
Een eerder omschreven fenomeen dat voor rimpels kan zorgen is het oversprayen van een coating die al bijna droog is. De nieuwe laag zal dan oneffenheden in de reeds aangebrachte laag veroorzaken. Anderzijds kan ook een te snelle uitharding bij hoge temperatuur of door middel van UV licht bij UV uithardende coatings leiden tot een gerimpeld oppervlak.
Vergeling
Wanneer de coating na het uitharden reeds een verkleuring vertoont is dit nagenoeg altijd het gevolg van blootstelling aan te hoge temperaturen. Indien de verkleuring slechts na verloop van tijd ontstaat, wijst dit vaak op een coating die onvoldoende UV resistent is voor de toepassing.
Blushing
Wanneer de coating na uitharding een melkachtige witte waas vertoont, spreekt men van blushing.
Dit kan gepaard gaan met een tacky of olieachtig oppervlak en een gebrek aan hechting.
Blushing is het gevolg van een reactie met vocht welke op verschillende manieren kan ontstaan. De meest voor de hand liggende is de vochtigheid van de ruimte waarin wordt gecoat. Het is aan te raden om deze ruimte te conditioneren en zowel temperatuur als vochtigheid zo constant mogelijk te houden. Als richtwaarde kan men uitgaan van een relatieve vochtigheid rond de 50% en een omgevingstemperatuur tussen 18°C en 25°C. Voorts is het aan te raden de PCB voldoende lang in de ruimte te laten acclimatiseren alvorens deze te coaten. Indien bij de reiniging gebruik werd gemaakt van een proces op waterbasis kunnen de te coaten prints best enige tijd op verhoogde temperatuur worden gedroogd om er zeker van de te zijn dat er geen vocht meer op het oppervlak of onder de componenten achterblijft.
Te snelle afkoeling van de PCB dient te worden vermeden. Hierbij dient er rekening mee te worden gehouden dat de verdamping van het gebruikte solvent ook voor afkoeling zorgt, waardoor de coating sneller geneigd is om vocht en/of CO2 op te nemen. Een trager verdampend solvent en/of langere flash off tijd kan hier een oplossing bieden. Net zoals dat het geval is bij belvorming, vermindert het gebruik van stikstof als medium in het drukvat de kans op blushing.
Conclusie
Naast het selecteren van de optimale conformal coating in functie van de applicatie is het even belangrijk om het aanbrengen en uitharden van de coating op een gecontroleerde manier uit te voeren. Enkel door de keuze van de juiste coating in combinatie met een correcte reiniging/voorbehandeling, applicatie en uitharding behaalt u het gewenste optimale resultaat. Mavom beschikt over een breed gamma aan conformal coatings en reinigingsproducten voor industriële toepassingen. Wij begeleiden u graag bij het selecteren van de juiste conformal coating en bij het implementeren van het meest geschikte proces voor uw applicatie.